
ແຂນອະແດບເຕີ H31/500 H31/530 H31/560

ຫຼັກການຂອງແຂນອະແດບເຕີ
ຫຼັກການຂອງແຂນອະແດບເຕີຫມາຍເຖິງວິທີການທີ່ມີຊ່ອງຫວ່າງທີ່ແນ່ນອນລະຫວ່າງຊິ້ນວຽກແລະເສອແຂນໂດຍການວາງຊິ້ນວຽກເຂົ້າໄປໃນແຂນຂອງຂະຫນາດທີ່ເຫມາະສົມໃນເຄື່ອງຈັກ, ແລະດ້ານນອກຂອງແຂນແມ່ນໃຊ້ເປັນເອກະສານອ້າງອີງ. ຮັບປະກັນຄວາມຖືກຕ້ອງຂອງຂະຫນາດຂອງຊິ້ນວຽກ.
ແນວຄວາມຄິດພື້ນຖານຂອງຫຼັກການ sleeve ຂອງອະແດບເຕີແມ່ນການນໍາໃຊ້ດ້ານນອກຂອງເສອແຂນເປັນຍົນອ້າງອີງເພື່ອຮັບປະກັນວ່າຊິ້ນວຽກບໍ່ເຮັດໃຫ້ເກີດຄວາມບິດເບືອນຂອງມິຕິເນື່ອງຈາກການຜິດປົກກະຕິຂອງວັດສະດຸຫຼືຄວາມຜິດພາດຂອງເຄື່ອງຈັກໃນລະຫວ່າງການເຄື່ອງຈັກ. ໃນຂະບວນການເຄື່ອງຈັກ, ຊິ້ນວຽກຖືກໃສ່ໃນເສອແຂນ, ແລະດ້ານນອກຂອງເສອແຂນເຄື່ອນທີ່ທຽບກັບເຄື່ອງຕັດຫຼືເຄື່ອງມືປຸງແຕ່ງອື່ນໆ, ແລະມີຊ່ອງຫວ່າງທີ່ແນ່ນອນລະຫວ່າງຊິ້ນວຽກແລະແຂນ, ດັ່ງນັ້ນໃນການປຸງແຕ່ງ. ຂະບວນການ, ຊິ້ນວຽກຈະຖືກຕັດອັດຕະໂນມັດຕາມຮູບຮ່າງຂອງເສອແຂນ, ເພື່ອໃຫ້ແນ່ໃຈວ່າຄວາມຖືກຕ້ອງຂອງຂະຫນາດຂອງການປຸງແຕ່ງຂອງຊິ້ນວຽກ.
ໂດຍຜ່ານຫຼັກການຂອງແຂນອະແດບເຕີ, ຄວາມຖືກຕ້ອງຂອງຂະຫນາດຂອງຊິ້ນວຽກສາມາດຮັບປະກັນໄດ້ຢ່າງມີປະສິດທິພາບ, ປະສິດທິພາບການປຸງແຕ່ງສາມາດໄດ້ຮັບການປັບປຸງ, ແລະຄ່າໃຊ້ຈ່າຍໃນການປຸງແຕ່ງສາມາດຫຼຸດລົງ. ຢ່າງໃດກໍຕາມ, ໃນການນໍາໃຊ້ພາກປະຕິບັດ, ປັດໃຈເຊັ່ນ: ການຄັດເລືອກຂະຫນາດຂອງເສອແຂນແລະການຜິດປົກກະຕິຄວາມຮ້ອນໃນລະຫວ່າງການຂະບວນການປຸງແຕ່ງຈໍາເປັນຕ້ອງໄດ້ພິຈາລະນາເພື່ອຮັບປະກັນປະສິດທິພາບຂອງຫຼັກການ sleeve ຂອງອະແດບເຕີ. ໃນເວລາດຽວກັນ, ໃນກໍລະນີພິເສດ, ດ້ານໃນຂອງເສອແຂນຍັງສາມາດຖືກນໍາໃຊ້ເປັນເອກະສານອ້າງອີງເພື່ອຮັບຮູ້ການນໍາໃຊ້ຫຼັກການຂອງແຂນອະແດບເຕີ.
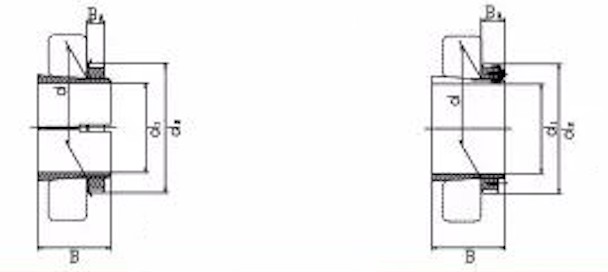
| ການອອກແບບ | ຂະໜາດຊາຍແດນ | Bearing ທີ່ເຫມາະສົມ | Wt | |||||
| d | d1 | B | d2 | B3 | Spherical Roller Bearing | KG | ||
| H31/500 | 500 | 470 | 356 | 630 | 100 | 231500K | – | 145 |
| H31/530 | 530 | 500 | 364 | 670 | 105 | 231/530K | – | ໑໖໑ |
| H31/560 | 560 | 530 | 377 | 710 | 110 | 231/560K | – | 185 |
| H31/600 | 600 | 560 | 399 | 750 | 110 | 231/600K | – | 234 |
| H31/630 | 630 | 600 | 424 | 800 | 120 | 231/630K | – | 254 |
| H31/670 | 670 | 630 | 456 | 850 | ໑໓໑ | 231/670K | – | 340 |
| H31/710 | 710 | 670 | 467 | 900 | 135 | 231/710K | – | 392 |
| H31/750 | 750 | 710 | 493 | 950 | ໑໔໑ | 231/750K | – | 451 |
| H31/800 | 800 | 750 | 505 | 1000 | ໑໔໑ | 231.800K | – | 535 |
| H31/850 | 850 | 800 | 536 | 1060 | 147 | 231/850K | – | 616 |
| H31/900 | 900 | 850 | 557 | 1120 | 154 | 231900K | – | 677 |
| H31/950 | 950 | 900 | 583 | 1170 | 154 | 231/950K | – | 738 |
| H31/1000 | 1000 | 950 | 609 | 1240 | 154 | 231/1000K | – | 842 |
| H31/1060 | 1060 | 1000 | 622 | 1300 | 154 | 231/1060K | – | 984 |




